隨著環(huán)保要求的提高,對于生產(chǎn)線的污染控制也更加嚴(yán)格,在搞好施工生產(chǎn)的同時(shí),必須對排放物進(jìn)行無害化處理,防止對環(huán)境造成污染。在石油化工建設(shè)施工中,鋼材表面預(yù)處理,以往多采用酸洗或噴砂進(jìn)行,但這兩種方法都對環(huán)境造成很大的影響。酸洗殘液需經(jīng)堿液中和并經(jīng)實(shí)驗(yàn)室測定后才能排放噴砂會(huì)因?yàn)槭⑸芭c鋼板打擊而破碎,并且只能通過細(xì)篩回收一次,再次使用之后,石英砂往往被打成粉末,塵埃隨空氣四處彌散,造成嚴(yán)重的空氣污染。拋丸自動(dòng)生產(chǎn)線不僅從生產(chǎn)效率上優(yōu)于上述兩項(xiàng),而且它是環(huán)保型生產(chǎn)線,各項(xiàng)排放指標(biāo)均在國家規(guī)定值以內(nèi)。本文由
拋丸機(jī)生產(chǎn)廠家整理
1生產(chǎn)線簡介
拋丸生產(chǎn)線由上料系統(tǒng)、輸送系統(tǒng)、拋丸清理、彈丸回收、噴漆、烘干、卸料系統(tǒng)、漆霧處理、粉塵處理等組成,實(shí)現(xiàn)對工件表面清理和防腐的一次完成。粉塵排放濃度為120mg/m³,油漆可以進(jìn)行交換吸收,達(dá)到無害排放。
拋丸所用彈丸采用φ0.8-1.2mm鋼球,可以反復(fù)回收使用。由于彈丸直徑較小,對于材料的各個(gè)角落都能清理得比較徹底,經(jīng)過拋丸處理的材料表面可以達(dá)至sa2.5*。材料在噴漆室經(jīng)自動(dòng)噴漆,不僅保證了被處理表面的及時(shí)保護(hù)不宜返銹,而且油漆的附著能力也加強(qiáng),漆膜厚度均勻。
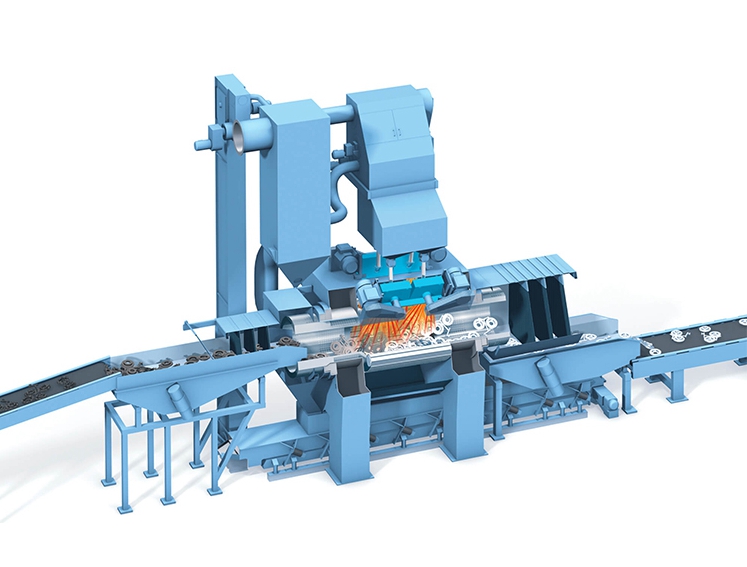
拋丸生產(chǎn)線可以做到多用途使用,不僅可以對板材、型材、管材進(jìn)行處理,而且還可以對一些封頭、異形件進(jìn)行處理,其適用性較廣泛。拋丸生產(chǎn)線示意圖見圖1所示。

圖、拋丸生產(chǎn)線示意圖
2各系統(tǒng)工作流程及原理
2.1整個(gè)生產(chǎn)線分為“自動(dòng)”和“手動(dòng)”兩檔,“自動(dòng)”檔可以連續(xù)完成對材料處理的全部功能,“手動(dòng)”檔則可以選擇生產(chǎn)線功能單獨(dú)使用。“自動(dòng)”檔還可以根據(jù)不同的氣候條件、成批工件特殊要求,調(diào)整電腦控制程序選擇組合操作,節(jié)約資源。
2.2上料和卸料系統(tǒng)采用液壓頂升、鏈條傳動(dòng)裝置可以進(jìn)行連續(xù)上、卸料。
2.3工件傳輸采用輥道方法,傳輸速度可以調(diào)節(jié),以適應(yīng)不同材料、工件、不同銹蝕程度的清理需要。
2.4拋丸器以離心式二次加速方法對彈丸進(jìn)行噴射,可以使彈丸加速到80m/s以上,實(shí)現(xiàn)對工件拋射除銹的能量,使工件清理表面達(dá)到Sa2.5*。
2.5彈丸回收由彈丸清掃、吹掃和回收、分離等裝置共同完成,使彈丸得到有效回收板材、管材的彈丸回收率達(dá)100%、分離,反復(fù)使用,當(dāng)彈丸經(jīng)多次使用重量小于回收重量時(shí),便被送人灰斗濾出。
2.6噴漆系統(tǒng)采用高壓無氣噴涂方法,保證油漆霧化效果,從而使油漆與工件附著力強(qiáng),漆膜厚度均勻。
2.7烘干系統(tǒng)采用6個(gè)加熱器,分2組對工件漆膜進(jìn)行加熱烘干,烘干溫度可以在60℃范圍內(nèi)進(jìn)行調(diào)節(jié)控制。溫度設(shè)定好以后,6個(gè)加熱器同時(shí)工作,當(dāng)烘干室達(dá)到設(shè)定溫度時(shí),程序會(huì)自動(dòng)控制2組加熱器交替開、閉,保證溫度恒定,又保護(hù)加熱器不被燒損。烘干室內(nèi)對工件的傳送是以托輥結(jié)構(gòu)完成,保證工件漆面不被破壞。
2.8粉塵處理采用回轉(zhuǎn)反吹雙扁袋吸附裝置。該裝置依靠引風(fēng)機(jī)將生產(chǎn)線內(nèi)的粉塵引人除塵罐,通過雙扁袋對粉塵吸附,可使粉塵排放濃度控制在120mg/m³之內(nèi),除塵效率為99.5%。該裝置可對吸附的粉塵進(jìn)行自行反吹,使雙扁袋迅速膨脹、振擊、抖落吸附在表面的積灰,使之落人灰斗。灰斗采用錐體密封、杠桿平衡開啟控制,當(dāng)灰斗積塵重量達(dá)到設(shè)定重量時(shí),錐體密封則會(huì)開啟,將除塵罐內(nèi)的積塵卸掉,從而保證除塵罐內(nèi)有足夠的貯存粉塵的空間,保持整個(gè)拋丸系統(tǒng)內(nèi)的附塵效果。
2.9漆霧處理是以水簾過濾、活性炭雙罐吸附交換,使得漆霧去除率達(dá)到95%以上。活性炭可以利用罐體本身加熱蒸汽進(jìn)行熏蒸,去除活性炭吸附的油膝,使活性炭恢復(fù)活性。
2.10系統(tǒng)的互鎖性是通過計(jì)數(shù)器和傳感器等的信息傳人,進(jìn)行程序控制。
開車啟動(dòng)按照先開外圍設(shè)備,后開啟清理系統(tǒng)設(shè)備的順序進(jìn)行,當(dāng)上一個(gè)系統(tǒng)運(yùn)轉(zhuǎn)達(dá)到滿負(fù)荷時(shí),開啟下一個(gè)系統(tǒng)的操作才能有效當(dāng)關(guān)閉生產(chǎn)線時(shí),程序會(huì)有一個(gè)空轉(zhuǎn)延時(shí)才能停車,將系統(tǒng)內(nèi)殘留的工作介質(zhì)排出系統(tǒng),從而保證下次開車的無負(fù)荷啟動(dòng)。
當(dāng)生產(chǎn)線上有工件沒有移出時(shí),其它工件在到達(dá)輥道班時(shí),整個(gè)生產(chǎn)線便會(huì)暫停,當(dāng)工件移出后,生產(chǎn)線會(huì)自動(dòng)恢復(fù),完成后續(xù)程序。
如果生產(chǎn)線上有檢修門沒有關(guān)閉,控制臺(tái)則會(huì)顯示警告,并暫停生產(chǎn)線運(yùn)轉(zhuǎn)。
當(dāng)氣壓不符合生產(chǎn)線要求時(shí),控制臺(tái)會(huì)顯示壓力不足,暫停運(yùn)轉(zhuǎn)。
由于某種原因,工件沒有按正常程序運(yùn)行而被迫回退后,程序有40 s延時(shí)保護(hù),有效保證各個(gè)子系統(tǒng)恢復(fù)初始值。
生產(chǎn)線上每個(gè)單元及主控、分控臺(tái)上均有緊急停車鍵,遇到緊急情況時(shí),按其中任何一個(gè)鍵,可將生產(chǎn)線全線停車,防止發(fā)生意外。
3結(jié)束語
總之,該生產(chǎn)線自動(dòng)化程度高、安全性良好、本體自保護(hù)能力強(qiáng),是一種較理想的高效、環(huán)保型生產(chǎn)線
廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")

 魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號