程")
程")
程")
拋丸機的工作條件
1、工作面不平整度<20mm;無積水并相對干燥;坡度<25°
2、環(huán)境溫度:-20℃~60℃;鋼板表面溫度大于露點3℃以上
3、濕度: a、鋼表面拋丸時相對濕度不大于90%
b、混凝土拋丸時相對濕度不大于95%
4、海拔:0~3000m;不得在雨雪天氣中操作
工作效率
水泥表面:工作效率: 200-400平方米/小時
在鋼板上工作:鋼板質量等級SA 2,5到SA3速度: SA2,5約4米/分鐘;速度: SA3約3米/分鐘,每小時處理面積:SA2,5級, 約75-100平方米/小時
除銹等級
國家標準GB8923-88《涂裝前鋼材表面修飾等級和除銹等級》將拋丸機除銹等級分成四個等級,用字母"Sa"表示。
Sa1輕度的噴射或拋射除銹。鋼材表面無可見的油脂或污物,沒有附著不牢的氧化皮、鐵銹和油漆涂層等附著物。
Sa2徹底地噴射或拋射除銹。鋼材表面應無可見的油脂和污垢、氧化皮、鐵銹等附著物已基本清除,其殘留物應是牢固附者的。鋼材表面均勻布置拋丸后形成的拋射凹痕,抗滑移系數達到0.35~0.45
Sa2.5非常徹底地噴射或拋射除銹。鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應僅是點狀或條狀的輕微色斑。鋼材表面均勻布置拋丸后形成的拋射凹痕,抗滑移系數達到0.45~0.5
Sa3使鋼材表觀潔凈的噴射或拋射除銹。鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆等附著物,該表面應顯示均勻的金屬光澤。
操作規(guī)程
1、 操作該設備嚴格執(zhí)行定員定崗培訓上崗,熟悉該機性能和特點。
2、 熟悉拋丸機使用說明書中各項操作程序、使用、維修及保養(yǎng)。
3、 操作人員必須檢查控制柜(面板)各類開關是否在所需設定位置(包括各電源開關)然后才能開機,以免誤動作,損壞電氣及機械設備,造成設備事故。
4、 非本機操作人員不得隨意操作或觸摸電氣開關控制區(qū),并不得靠近本機工作區(qū),以免發(fā)生意外事故。
5、 操作人員必須穿戴好防護工作服、眼鏡等。
6、 操作人員開機時特別注意面板各類儀表指示,待各儀表指示全部達到正常值時,才能操作小吊車(輥道)進入工作程序。如發(fā)現(xiàn)個別儀表指示有較大的誤差時(不正常)立即關機。檢查設備故障處理后才能正常開機工作。
7、 設備運行中,操作人員對本設備必須巡視檢查是否有異常響聲及各部位過熱現(xiàn)象。運行中發(fā)現(xiàn)設備有嚴重故障時,即按"急停"按鈕停機待修,配合專業(yè)人員進行排除設備故障。
8、 操作人員必須對本設備按"設備管理"進行日常保養(yǎng)及周保養(yǎng)(包括潤滑)。每周及時清理除塵器內的粉塵及雜物,以免影響除塵質量,確保設備的完好率。
9、 操作人員必須做到文明生產及安全生產同時嚴格執(zhí)行交接班制度。
10、 工作結束,立即將本機電源開關切斷,以免使本設備處在運行。并清理好工作場地。
應用
拋丸機*(此字廣告法禁止出現(xiàn))早用于鑄造、鍛造件等粘砂和氧化皮等的去除。主要是利用高速旋轉的葉輪把丸砂拋擲出去高速撞零件表面,達到表面處理的要求,丸砂速度一般在50~l00nds。
隨著國*(此字廣告法禁止出現(xiàn))壓載艙涂層新規(guī)范的正式出臺,明確將船板涂層要求和標準納入船級條件。對船板涂層防腐性能和使用壽命有了更高的要求,以保證船體結構的安全。
新造船涂層配套和涂裝施工質量控制有個更嚴格和明確的指南,因此拋丸機在處理鋼板強度上海要解決部分技術難題,這就涉及到了拋丸的速度,質量等技術細節(jié),需要工程師涉及更為合理的拋丸機結構,為適應發(fā)展需求,工程師在不斷的改革拋丸機的構造,做到*(此字廣告法禁止出現(xiàn))大程度的適合各個行業(yè)有效的使用拋丸機.
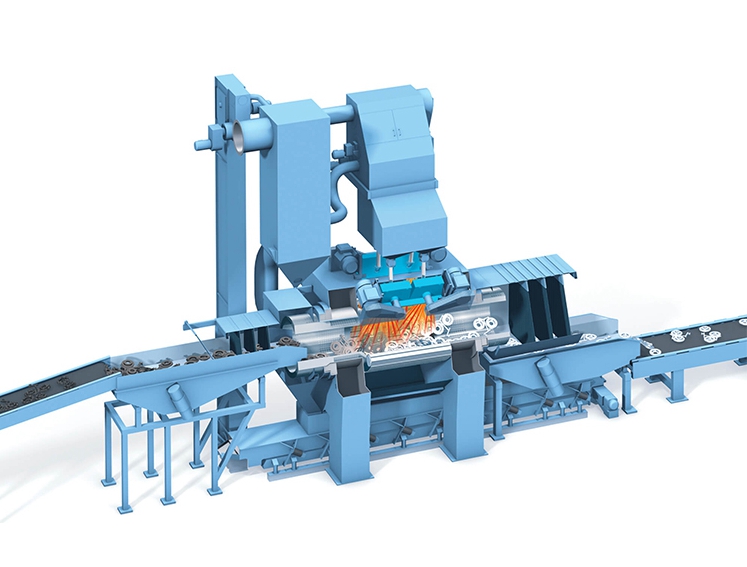
其中輥道通過式拋丸機在船舶、高鐵建設、化工機械起到很大的作用,該拋丸機隸屬平面輥道;運行速度為無級變頻調速,每米承重1000Kg。
注:輥道的總長度37.5米,輥道間距800-1000毫米。
驅動裝置
輥道驅動采用柔性角傳動,靠行星減速機傳動裝置獲得需要的轉速,驅動輥道上的被清理工件,由驅動鏈輪通過鏈條拖動,沿軌道連續(xù)地行進。
輥道采用特殊的高強度φ152mm無縫鋼管精制而成,*(此字廣告法禁止出現(xiàn))大負荷1000KG/M。輸送輥道由輸入輥道、拋丸室輥道和輸出輥道組成。
輸入、輸出輥道輥軸均采用優(yōu)質碳素鋼無縫鋼管與調質軸頭焊接而成。外形及安裝尺寸焊后加工,即保證了承載負荷1T/m, 又保證了同軸度。
室體內輥道采用高鉻鉬特鐵防護套經過加工后熱處理而成,有效的延長了使用壽命,降低了維修率。兩端軸承采用迷宮式防護,杜絕了灰塵及破碎彈丸的侵入,提高了軸承的使用壽命。
研磨方法
1、拋丸機離心研磨法:普通的回轉式研磨機高速回轉時其物質(混合物)會圍著研磨槽周圍,工件與研磨石無相對運動,故無相對運動差,研磨作用就會大大的減弱。而離心研磨法在回轉頭圓盤的回轉軸上等距離的裝上幾個研磨槽,進行行星旋轉運動,給予離心力,物質就會因離心作用圍著在槽壁的回轉外圓一側,回轉外盤圓旋轉研磨一次,研磨槽逆轉一次,物質往研磨槽內空間與上層部分接觸的回轉方向移動。物質因離心力的壓力和強制流動速度,使物質中的游離研磨石與工件產生流動,因流動產生相對運動差,由于相對運動差的存在,因而產生研磨作用。回轉速度在140~180r/min,與回轉數成正比例的相對運動差以及離心力會增加。其研磨作用超過回轉式研磨機的60倍,是振動研磨機的5~8倍。離心研磨機的研磨能力非常良好,顯示很大的研磨力。較多的應用在鐘表、電子、電氣零部件等精密機械的光飾,尤其適合于小型工件的研磨。
2、拋丸機水渦流式研磨法:水渦流式研磨法是在安裝于垂直或水平面上的圓筒研磨槽內裝入研磨石、水、研磨劑,隨著研磨槽的回轉,研磨石會因離心力而形成細密而具有剛性的研磨層。在研磨層內裝入工件,會產生與研磨石相對運動差而形成的高效率的研磨作用。
3、拋丸機回轉研磨法:回轉研磨法是在研磨槽內裝好工件,研磨石,研磨劑,水給于所定的回轉運動,使物質表面產生流動層,進行光飾的加工方法。這種研磨法比較適合于中小零件以及多品種小批量工件研磨
4、拋丸機振動研磨法:振動研磨法是在研磨槽內裝好工件,研磨石,研磨劑,水給于振動,利用因振動而產生的研磨石和工件之間的相對運動差,進行研磨的加工方法。排除了回轉式研磨機產生的凈空間,發(fā)揮了100%的研磨槽內溶劑。這種研磨方法比回轉研磨機工效提高3~5倍,而且被加工的工件無打痕,變形等現(xiàn)象。被廣泛采用的研磨方法。
漏油原因
拋丸機漏油怎么辦?對于拋丸機的使用,經常會出現(xiàn)漏油的現(xiàn)象。比如:拋丸機發(fā)動機回轉軸漏油,拋丸機發(fā)動機開關漏油等一系列漏油.那么面對這些突發(fā)的漏油事件,我們應該怎么處理呢?首先,我們來說說拋丸機發(fā)動機回轉軸漏油的解決方法,拋丸機回轉軸包括起動機的變速桿軸的離合器手柄軸以及拋丸機發(fā)動機的減壓軸。
原因和措施:若因軸與孔相互磨損,可將起動機的變速桿軸和離合器手柄軸在車床上削出密封環(huán)槽,裝上相應尺寸的密封膠圈即可。若因減壓軸膠圈老化失效,應更換新膠圈。如何處理拋丸機發(fā)動機開關漏油.開關包括水閥、油箱開關和汽油開關等。若因球閥磨損或銹蝕時,應清除球閥與座孔之間的銹物,并選擇合適的鋼球代用。若因拋丸機發(fā)動機密封填料及緊固螺紋損壞,應修復或更換緊固件和更換密封填料。若因錐接合面不嚴密,可用細氣門砂和機油研磨。
履帶鑒別
履帶式拋丸機前身叫鏈板式拋丸機,適用于清理不怕碰撞的中小型鑄件,因為其結構主要是一條可以正反運轉的金屬鏈板,配合左右各一圓盤,形成一個可以容納鑄件的凹形空間,拋丸器從空間的上方噴下鋼丸來,即可實現(xiàn)零件的清理與強化,鋼丸和清理物從鏈板之間的縫隙和鏈板上的空洞流下,實現(xiàn)循環(huán)利用。
由于本機使用鋼鐵鏈板,運轉時鋼鐵鑄件和鋼鐵鏈板發(fā)生連續(xù)碰撞,產生的噪音比較大,容易引起操作人員疲勞和干擾周邊環(huán)境,同時一些材質較軟的銅鋁零件也容易被鋼鐵鏈板碰傷。于是,*(此字廣告法禁止出現(xiàn))先在中國青島特種膠帶的生產地區(qū),橡膠拋丸機履帶就應運而生了,請參考示意圖:
與鋼鐵鏈板履帶相比,橡膠拋丸機履帶具有產品造價低,裝配工藝簡單,更換迅速的特點,但是更加主要的優(yōu)點就是,橡膠具有高彈性,在使用過程中幾乎無噪音,各種軟金屬零件在橡膠履帶上滾動也不會產生磕碰損傷,品質有保證,于是進年來橡膠履帶大有代替金屬履帶的勢頭。
由于生產拋丸機的廠家比較多,各家的尺寸會有差別,所以選型時需要特別注意,一定要看機器說明書,按照說明書選型,必要時可以向履帶生產廠咨詢,因為專業(yè)的履帶生產廠一般備有各種型號拋丸機履帶的技術規(guī)范和庫存。
操作安全
1.禁止不帶防護用品操作拋丸機。
2.添加或者回收鐵砂時必須先開啟除塵風機、橫向螺旋、斗提機和縱向螺旋。
3.周期性開啟除塵脈沖反吹以便清除粉塵。停機后延長除塵脈沖反吹時間30分鐘。
4.禁止在間隔時間很短的狀態(tài)下連續(xù)開啟各個控制開關。防止電流過大燒壞儀表。
5.定期檢查各耐磨件的磨損情況,定期清理過濾網和丸閥處垃圾。
6.在吊裝的過程中不得將身體至于構件下方,盡量避開構件下落的方向,注意吊裝安全。
7.注意滑倒摔傷。

版權所有 青島青工機械有限公司 備案號:魯ICP備11002530號 網站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號-4  魯公網安備 37021102001299號
魯公網安備 37021102001299號
青島青工機械有限公司是一家大型的拋丸機、拋丸清理機生產廠家,公司主要產品有:履帶式拋丸機、路面拋丸機、吊鉤式拋丸機、通過式拋丸機、噴砂房等設備。