簡介天然氣管道內拋丸機處理的工藝!

2018-04-12

2238
簡介天然氣管道內
拋丸機處理的工藝!
天然氣管道是用來輸送天然氣*(此字廣告法禁止出現)基本的單元,根據除銹防腐技術方面的要求,對于天然氣管道的內表面要進行除銹防腐處理,首先需要拋丸機處理,再進行噴漆處理。由于管道較長并且管道內徑較大,一般情況下每根管道的長度在7.5米以上,臂道內徑采用常規的設備和加工工藝,均下能滿足除銹防腐技術要求的拋丸處理.我們對國內外此類件的加工方法作了大量的凋研后,設計了加工此類件的專用的拋丸機設備和制定了加工工藝.徹底解決了除銹防腐技術方面對管道內表面拋丸處理的要求.
1、管道內表面的拋丸處理工藝:
拋丸處理是利用拋丸器拋出的高速飛行的彈丸對工件表面進行沖.切削以達到清理工件表面的氧化皮、鋼銹、殘留的型砂、焊渣、塵土以及油和基其他污物。工件表面彈丸處理沖擊后會產生表面強化現象,可以提高50%的疲勞強度,其抗腐蝕性應力也提高近一倍,表面硬度也得到大大提高.還可以消除焊縫的內應力。鑒于拋丸處理以上的優點.對于天然氣管道內表面的除銹防腐技術要求,我們選擇了對使用鋼管內壁拋丸機對管道內表面進行拋丸處理,一方面清除內表面的氧化應等雜質,另一方面可以改善工件表面的物理性能,大大提高了管道內表表面的除銹防腐性能:
2、鋼管內壁拋丸機:
2.1、鋼管內壁拋丸機的工作原理:
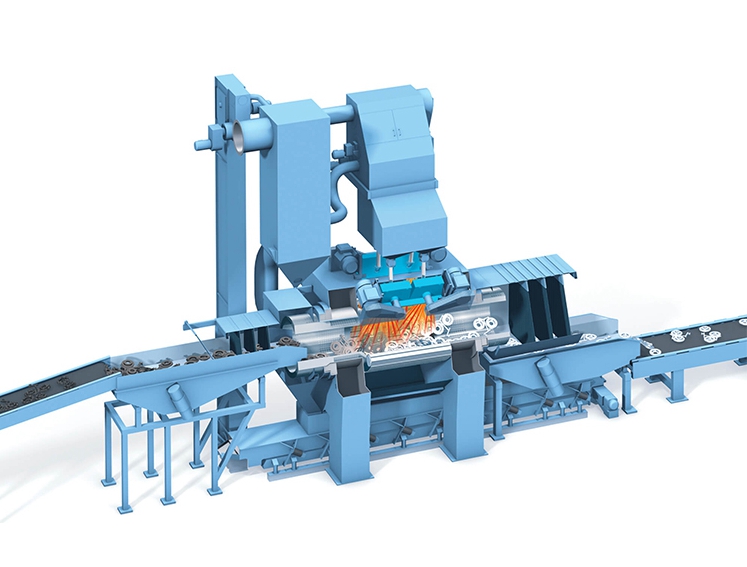
由于天然氣管道長度較長,采用常規的設備顯然不能滿足此件加工的要求,我們設計了噴九處理的專用設備-拋丸機,其結構簡圖如圖。
拋丸機的工作原理為懸梁與導向頭7和噴頭6聯接一體后,懸梁一方面通過懸梁支承座16和調節螺桿12實現懸梁的上下運動.另一方面通過懸梁支承架1 3上的驅動電機19實現懸梁的前后運動;噴頭6自身帶有電機作高速的旋轉運動,噴頭上有用Mn鋼板分隔的12個區域,將噴丸高速甩出,同時天然氣管道5在管道托盤架25上通過管道回轉驅動輪26作回轉運動,實現了管道內璧的拋丸處理。在拋丸過程中必然有振動現象,為了盡量減少懸梁的振動,我們設計了導向頭7.導向頭既可以在作回轉運動的同時,也可以作軸線方向的滾動(外側有14個小滾輪)。在管道的兩端均有吸風箱,它們可以將彈丸從管道內吸出,特別是在管道的尾部吸風箱3加了排氣分離丸箱(上有接戶外的吸塵裝置的管道).在排氣分離丸箱內作風和彈丸的分離處理.彈丸回落到回丸線27上(回丸線由皮帶和驅動皮帶的電機組成).將彈丸回送到送丸系統10的位置,通過提丸裝置將彈丸再送至送丸皮帶14上,從而實現了彈丸的回收和輸送、該設備采用PLC控制。
2.2、鋼管內壁拋丸機的主要參數:
加工管道內徑:500-I000mm; 加工管道長度:<10m:
懸梁中心高:600- 1400mm; 導向頭外徑:&900mm:
噴頭旋轉速度:2750 - 2900rad/min; 并給速度:0-10m/min;
管道旋轉速度:0 40rad/min; 送丸皮帶速度:0一216m/min
回丸皮帶速度:0 - 216m/min:
3、管道內表面拋丸處理加工方法及參數:
西氣東輸天然氣管道的內表面拋丸處理,通過輔助設備將天然氣管道放置于托盤上,調節懸梁的高度,對中懸梁與管道的中心.鎖緊懸梁上的高度調節螺母,根據拋丸處理的技術要求.調節合適的進給速度、管道旋轉速度和提、送、回丸皮帶速度,進行對管道的內壁拋丸處理。
在加工過程中推薦的參數如下:
彈丸的型號選用材質為鋼丸的九號15(丸徑1.5mm)HRC= 45—52
進給速度:0. 6m/min 管道旋轉速度:30rad/min 送丸皮帶速度:30n-/min
4、結論:
通過對西氣東輸天然氣管道的內表面拋丸處理的實驗使用,拋丸處理后的管道內表面質量完全符合除銹防腐技術的要求。該鋼管內壁拋丸機已經應用到西氣東輸項目中,大大縮短了加工周期,提高了生產效率,節約了加工成本,填補了國內在管道內表面噴丸處理方面沒有國產設備的空白。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號