拋丸機清理發動機缸體的彈丸回收裝置

2018-04-12

4209
拋丸機清理發動機缸體的彈丸回收裝置
發動機機體內有很多彎曲的冷卻水道和活塞內腔,而隨著汽車工業的發展要求,對發動機鑄造件要求越來越高,拋丸機清理的同時要求彈丸不能夠留在發動機缸體內,彈丸的有效回收同時是設備的安全和節約的一種體現。
1.裝置用途
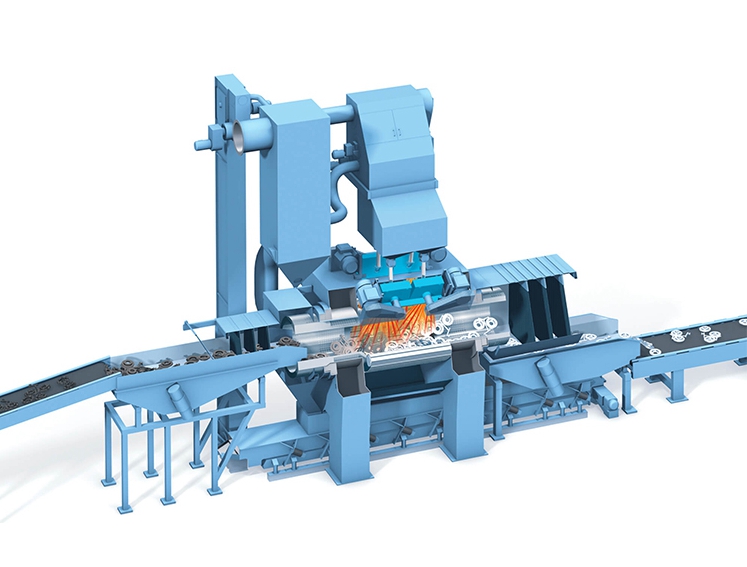
本裝置是專為拋丸機設計和制造的輔助配套設備,位于工件輸送線上,主要用途是將拋丸后余留在鑄件型腔中的少量丸料傾倒出去。
2.裝置構成
本裝置由倒丸裝置、輥道輸送機、螺旋輸送機、氣動系統四部分組成,是機、電、氣一體化設備。只要稍加調整,就可按要求進行四缸或六缸的缸體、缸蓋的處理,效率上可以滿足主機的要求。
3.工作原理
經過拋丸機拋丸處理的工件從裝卸站出來,通過輥道輸送機和轉盤上的軸輥進入倒丸裝置,停止的位置由光電開關控制;倒丸裝置中的夾緊氣缸將工件夾緊固定;驅動減速電機帶動轉盤旋轉,將余留在工件型腔中的丸料傾倒出去;到出的丸料落入下面的收集斗,通過螺旋輸送機輸送出去,將丸料直接落入地溝中的皮帶機上;約經過20—40秒后(轉動3—8圈)轉盤停止;夾緊氣缸松開工件;氣動馬達驅動轉盤上的軸輥將工件輸送出去。與此同時,下一工件進入倒丸裝置,并重復上述過程,整套裝置的各部分運動受主機聯控。
拋丸機
4.裝置主要部件的技術描述
(1)倒丸裝置
拋丸機倒丸裝置主要由機架、驅動及支撐軸、轉盤裝置、驅動減速電機、配氣裝置、氣動夾緊裝置和氣動馬達驅動的軸輥輸送裝置等構成。此外,為了準確控制被輸送工件的停止位置和轉盤的停止位置,在機架上裝有兩個光電開關和一個接近開關,還有一套用來檢測轉盤停止位置是否正確的氣動檢測裝置。
(2)機架
拋丸機機架是用型鋼焊接而成的結構件,上面有兩個在一次裝夾中加工而成的用于安裝軸承座的平面,底下有四個備有可調節用的地腳板的支腿,便于設備現場安裝時調整高度和水平用。機架的兩側備有安裝光電開關和接近開關的“C”型鋼,兩側支腿上各有六個用于固定螺旋輸送機的孔。
(3)轉盤裝置
拋丸機轉盤裝置是經過機加工而成的裝配結構件,除機架以外,倒丸裝置中的其余各裝置都裝在此裝置上。為了保證加工和裝配過程中的準確性和一致性,兩個圓盤上的大多數孔和槽是在一次裝夾中經同時加工完成。轉盤裝置主要由兩個圓盤、四個橫撐、一個驅動軸和一個支撐軸組成,連同八個軸輥構成一個整體。驅動軸和支撐軸分別裝于轉盤的兩側,通過兩個裝有SKF球面滾子調心軸承的軸承座安裝固定在機架上,整套裝置由一臺SEW軸裝式帶制動減速電機進行驅動。
(4)配氣裝置
拋丸機配氣裝置的目的就是要解決壓縮空氣的輸送路徑和避免轉盤裝置旋轉過程中的管路或電線的纏繞問題。配氣裝置主要由配氣軸套、支撐軸和密封元件等構成。壓縮空氣分三路經過配氣軸套分別進入支撐軸的三個通路孔,并經軸端輸送出去,其中兩路提供給夾緊裝置中的氣缸,一路提供給驅動軸輥輸送裝置的氣馬達。因為氣馬達的輸出轉速和扭矩取決于壓縮空氣的壓力和流量,所以在保證壓縮空氣壓力符合設備要求的情況下,氣馬達供氣管路的內徑要≥10毫米,建議*(此字廣告法禁止出現)好在10—13毫米之間。
(5)氣動夾緊裝置
拋丸機氣動夾緊裝置是用來夾緊和固定工件,防止轉盤旋轉時因工件脫落而給設備造成損壞。氣動夾緊裝置主要由氣缸、支板和浮動壓塊等構成,安裝在轉盤裝置的兩個橫撐上。夾緊裝置在橫撐上的位置要視鑄件運行軌跡進行調整;固定氣缸的支板位置也要根據處理的是氣缸還是氣缸蓋,在橫撐的上下位置上進行調整。為保證夾緊裝置工作的可靠性,供氣壓力*(此字廣告法禁止出現)低不應低于5bar。
(6)軸輥輸送裝置
拋丸機轉盤上的軸輥輸送裝置是用來輸入將要倒丸的工件,或將倒丸后的工件輸出轉盤,軸輥裝置中的8個軸輥的驅動由安裝在轉盤上的氣動馬達通過鏈傳動系統執行。氣動馬達的輸出轉速約60轉/分,主動鏈輪齒數22,軸輥上的鏈輪齒數17。8個軸輥是專門設計制作的,它除了輸送工件之外,還要承受來自夾緊裝置的夾緊力而不變形;考慮到軸輥表面長期與鑄坯接觸,在制造時其表面進行了相應的硬度處理,以延長軸輥的使用壽命。
(7)輥道輸送機
輥道輸送機是工件裝、卸站和倒丸裝置間的過渡段,主要由機架、軸輥輸送裝置和驅動減速電機以及工件導向裝置等組成,位于倒丸裝置的前面。它的主要作用是做4缸缸體或缸蓋時,自裝、卸站同時過來兩個工件,其中一件直接進入倒丸裝置,另一件則在此輥道輸送機上停留等待。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號