廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")
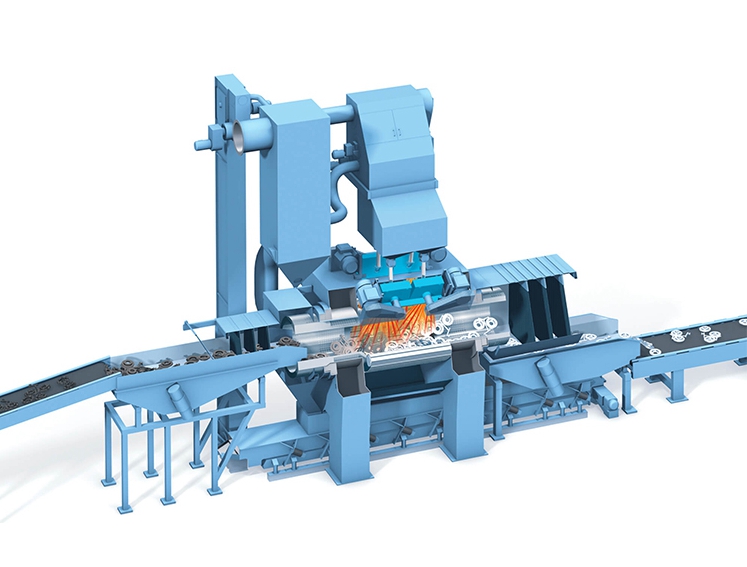
拋丸技術(shù)是目前國際上對各種機(jī)器零部件進(jìn)行表面清理、強(qiáng)化、光飾、去毛刺的一種先進(jìn)工藝之一。拋丸設(shè)備主要由拋丸器、提升機(jī)、分離器、室內(nèi)輸送輥道與進(jìn)出料輸送輥道、彈丸循環(huán)系統(tǒng)、吹掃機(jī)構(gòu)、除塵、電氣控制等部件組成。其主要原理摒棄了壓縮空氣作動(dòng)力做法,采用拋丸器、離心力的拋射,對工件表面進(jìn)行高速投射特別對工件的內(nèi)腔死角進(jìn)行拋丸清理,從而達(dá)到所需的光亮度、清潔度、粗糙度和強(qiáng)化工件表面的目的,大大提高零件的使用壽命和美觀性。
國家標(biāo)準(zhǔn)GB8923—88《涂裝前鋼材表面修飾等級和除銹等級》將拋丸機(jī)除銹等級分成四個(gè)等級,用字母“Sa”表示,其具體含義為:
Sa1:輕度的噴射或拋射除銹。鋼材表面無可見的油脂或污物,沒有附著不牢的氧化皮、鐵銹和油漆涂層等附著物。
Sa2:徹底地噴射或拋射除銹。鋼材表面應(yīng)無可見的油脂和污垢、氧化皮、鐵銹等附著物已基本清除,其殘留物應(yīng)是牢固附者的。鋼材表面均勻布置拋丸后形成的拋射凹痕,抗滑移系數(shù)達(dá)到0.35~0.45。
Sa2.5:非常徹底地噴射或拋射除銹。鋼材表面應(yīng)無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應(yīng)僅是點(diǎn)狀或條狀的輕微色斑。鋼材表面均勻布置拋丸后形成的拋射凹痕,抗滑移系數(shù)達(dá)到0.45~0.5。
Sa3:使鋼材表觀潔凈的噴射或拋射除銹。鋼材表面應(yīng)無可見的油脂、污垢、氧化皮、鐵銹和油漆等附著物,該表面應(yīng)顯示均勻的金屬光澤。

版權(quán)所有 青島青工機(jī)械有限公司 備案號:魯ICP備11002530號 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號-4  魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號
青島青工機(jī)械有限公司是一家大型的拋丸機(jī)、拋丸清理機(jī)生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機(jī)、路面拋丸機(jī)、吊鉤式拋丸機(jī)、通過式拋丸機(jī)、噴砂房等設(shè)備。