拋丸機(jī)的工藝流程是非常復(fù)雜的,下面來簡單的和大家說一下大體的工藝流程。這幾個(gè)步驟都要參照要求完成,才能保證較終的作業(yè)效果。有些操作直接影響到拋丸機(jī)的使用質(zhì)量和壽命。所以需要相關(guān)人員對工藝流程要仔細(xì)了解。
1、上件掛件
每個(gè)掛具掛件后的較大高度≤1400mm,掛具在寬度方向呈圓形,掛件后其直徑應(yīng)控制在Φ800mm以內(nèi),嚴(yán)禁超過Φ900mm。具體要求如下。
·掛具設(shè)計(jì)要求在寬度方向裝掛為單數(shù),以保證丸粒通過2個(gè)工件之間的間隙拋到對面工件的內(nèi)側(cè);掛具在高度上可以根據(jù)零件規(guī)格采用多層設(shè)計(jì),我們采用2~3層掛具;掛具每層掛鉤的多少以掛滿工件不超寬為宜,根據(jù)我公司零件的規(guī)格采用的是5鉤、7鉤掛具2種;在主鉤側(cè)面可以增加副鉤,用于裝掛小件。
·裝掛時(shí)盡量采用套掛,即在不超過較大通過尺寸的前提下,盡可能多掛,工件之間間距大于30mm即可。如上排掛大件,可在下排掛中件或小件。
·掛具維護(hù)。由于掛具是易損件,隨著拋丸處理的進(jìn)行其磨損會(huì)日益增加,因此裝掛前應(yīng)檢查掛具,發(fā)現(xiàn)變形或磨損嚴(yán)重應(yīng)及時(shí)更換。維修工應(yīng)進(jìn)行周點(diǎn)檢,發(fā)現(xiàn)變形或磨損嚴(yán)重應(yīng)及時(shí)維修,確保不發(fā)生掉件現(xiàn)象。
2脫脂
脫脂的目的是為了除去工件表面的油污。帶油污的工件拋丸后將粘有拋丸的灰塵形成油泥,影響涂裝質(zhì)量,同時(shí)油污將堵塞除塵過濾,導(dǎo)致降低過濾的使用壽命,嚴(yán)重時(shí)將堵塞除塵設(shè)備,導(dǎo)致除塵設(shè)備報(bào)廢。
卡車廠拋丸線的脫脂采用帶有加熱的噴射式處理系統(tǒng),工藝要求:溫度為40~70℃;槽液濃度為1~5點(diǎn)。
生產(chǎn)時(shí)應(yīng)及時(shí)調(diào)整以確保達(dá)到工藝要求的范圍。
橫梁拋丸線還應(yīng)控制噴射壓力在0.2~0.4MPa范圍內(nèi),過低易清洗不凈,過高易將工件從掛具上擊落。
清理與維護(hù):脫脂槽每周換水1次,并徹底清理沉渣;過濾網(wǎng)每2h清洗1次;噴嘴每天調(diào)整1次,要求方向準(zhǔn)確,不堵塞;每月清洗2次管路。
3水洗
水洗設(shè)備與脫脂相似,也是采用帶有加熱的噴射式處理系統(tǒng),但只控制溫度(40~70℃),不需要控制濃度,其他管理同脫脂。
4瀝水
縱梁拋丸線是采用壓縮空氣吹水的強(qiáng)制瀝水,而橫梁拋丸線采用的是旋轉(zhuǎn)的離心瀝水,都是自動(dòng)控制。其要求是能把工件表面的浮水基本瀝凈,用來減輕烘干的壓力,節(jié)約能源。
5烘干
烘干溫度要求70~120℃,確保烘凈工件表面的殘水。瀝水、烘干的管理重點(diǎn)是去除工件表面的水分。帶水的工件進(jìn)入拋丸機(jī),比帶油產(chǎn)生的后果更為嚴(yán)重。*先,帶水工件拋丸后,極易產(chǎn)生銹蝕,影響涂層質(zhì)量;其次,水進(jìn)入拋丸機(jī)可以導(dǎo)致鋼丸、拋丸產(chǎn)生的灰塵生銹并結(jié)塊,造成拋丸機(jī)丸粒輸送系統(tǒng)和除塵系統(tǒng)堵塞,嚴(yán)重時(shí)導(dǎo)致兩系統(tǒng)報(bào)廢。所以,生產(chǎn)時(shí)必須保證去除工件表面的水分。
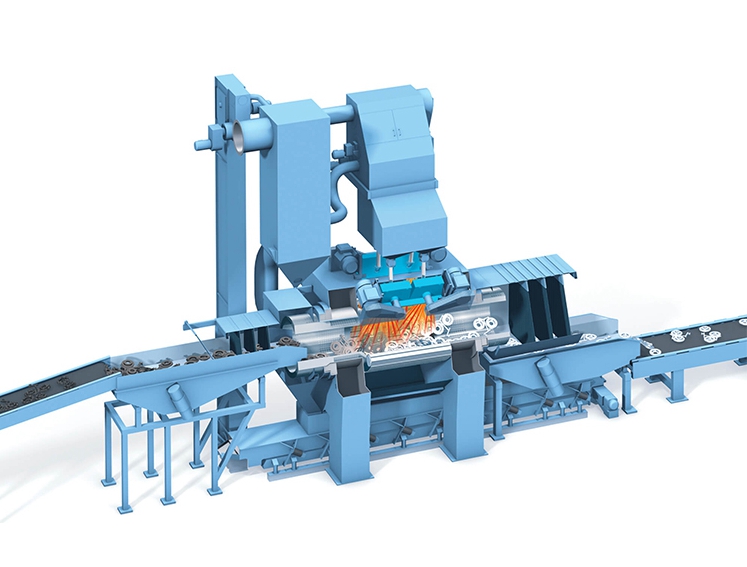
6拋丸
拋丸是全線較重要的部分,它是利用高速旋轉(zhuǎn)的葉輪將鋼丸拋向鋼鐵表面來達(dá)到除銹目的。拋丸機(jī)的主體是拋丸器,卡車廠的2條拋丸線各有8臺(tái)拋丸器;拋丸機(jī)帶有能將丸粒進(jìn)行自動(dòng)分選凈化的丸粒輸送裝置和除塵裝置。拋丸工藝的管理應(yīng)著重如下幾個(gè)方面。
a.丸粒的選擇
丸粒按材質(zhì)劃分,有石英砂、鋼丸等。石英砂雖然價(jià)格低,但易碎導(dǎo)致產(chǎn)生大量粉塵,不適應(yīng)流水線生產(chǎn),主要用于手工噴丸處理。鋼丸雖然價(jià)格高,但使用壽命長且粉塵量小,適用于流水線生產(chǎn)。鋼丸按材質(zhì)又分為鑄鐵丸、鑄鋼丸、合金鋼丸、不銹鋼丸等。鑄鐵丸雖然價(jià)格低,但使用壽命短,性價(jià)比低,逐步被淘汰;鑄鋼丸及合金鋼丸價(jià)格適中,其使用壽命長、性價(jià)比高,被廣泛應(yīng)用于拋丸工藝;不銹鋼丸等價(jià)格昂貴的丸粒,只是用于特殊材料或有特殊要求的拋丸處理。
包括青工在內(nèi)的各生產(chǎn)廠家按丸粒技術(shù)標(biāo)準(zhǔn)生產(chǎn)的產(chǎn)品稍有不同,在檢查合格的前提下,選擇價(jià)格低、使用壽命長的產(chǎn)品,即性價(jià)比高的產(chǎn)品。丸粒選擇的另一個(gè)項(xiàng)目是丸粒粒度。粒度的大小直接影響清理速度和工件表面的粗糙度。在同等條件下,粒度越大清理速度越快、粗糙度越大、使用壽命越短,因此選擇粒度小的好,但粒度太小則降低清理速度,滿足不了生產(chǎn)節(jié)拍的需要,故應(yīng)選擇滿足工藝要求的較小粒度。卡車廠現(xiàn)采用鑄鋼丸,根據(jù)工藝試驗(yàn)粒度采用Φ1.0~1.2mm。

廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")

 魯公網(wǎng)安備 37021102001299號(hào)
魯公網(wǎng)安備 37021102001299號(hào)