拋丸機高效拋丸輪

2018-04-12

4398
一種新型的離心式葉輪使
拋丸機拋丸速度更高,磨料消耗減少,并且拋射更為均勻。
較近公司推出的新型Jet一Whel離心式葉輪拋丸裝置的設計原理使磨料的散射小而拋射方向更穩定,因此就更能控制工作面。這種新型葉輪也可以安裝在普通噴丸裝置上以提高效率。
普通拋丸機拋丸裝置的一個缺點就是磨料的散射太大,這樣只拋射到要清理的實際表面的一部分。這是因為離心葉輪的幾何形狀制約了磨料拋出的量。在與一家開發機構聯合后,這家公司開始開發它自身的改進型高效拋丸機。在普通葉輪上,一個轉子(即一個帶有一定數量發射口的圓筒)在一個送丸籠內,與拋丸葉片同步旋轉。磨料經過轉子的中心時被篩分,當其中一個發射口經過這個送丸籠的開口時,磨料就被釋放出來。然而,部分磨料會進入轉子與送丸籠的空隙內而被壓碎。轉子上的發射口一部分被磨料堵住,因此磨料不再是沿著切線方向射出,而是呈輻射狀地射出送丸籠,再彈到葉輪的葉片上。
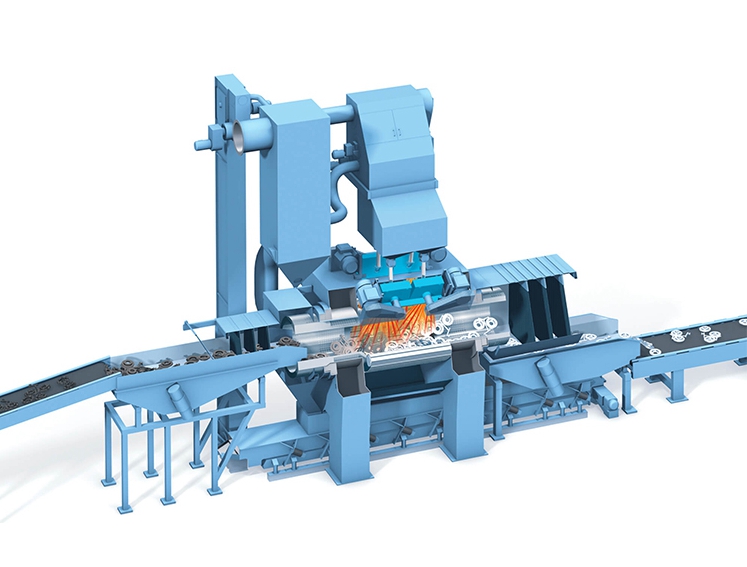
為了避免這個問題,磨料的輸送部分已重新設計,如圖1所示,一個輔助小葉輪而不是轉子在送丸籠內轉動。丸粒按螺旋形方向運動,因而從送丸籠里沿切線方向甩出,它們的速度對應于小葉片的速度。這樣,就明顯地減輕了磨料對主葉片的碰擊。為了改進磨料的分流,新的葉輪裝備了更多的葉片,使得磨料的發射角更小,每個丸粒有更高的動能。

圖1新型離心拋丸葉輪的構造
磨料的輸送是通過一個輔助小葉輪而不是一個轉子來實現的
實際上,拋丸射流可以一個一個對應地噴向工件。這不僅使得大部件可以全部被覆蓋而且可以正確對準拋射狹窄的工作面。
新型離心葉輪已被實踐證明是成功的,它使丸粒運動速度明顯提高。由于磨料流集中,每單位磨料流量大約為70kg/m²,壓碎量減少,降低了磨料的消耗。公司的產品額定功率在11一30kw范圍內,所對應的磨料流量為115一310kg/min。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號