拋丸機拋丸質量控制影響拋丸質量的因素分析

2018-04-12

4497
摘要:本文研究了影響拋丸后鋼板表面的因素.同時對影響拋丸質量工藝的因素一一做出分析,找出了 較佳的拋丸速度,并提出
拋丸機生產時應注意的問題。
關鍵詞:拋丸機 拋丸工藝 除銹等*
1前言
隨著鋼材市場供大于求,用戶對中厚板的表面質量要求越來越嚴格,尤其是船板和壓力窖囂《的表面質量要求更嚴格。中板廠熱處理車間近期9096的質量異議都是由于表面質量問題引起的,目 此鋼板表面質量提高顯得尤為重要。拋丸機是將鋼丸送到高速旋轉的轉盤上,利用離心力的作用, 使高速拋出的鋼丸撞擊鋼扳表面達到拋光的作用。這樣不僅可以去除鋼板表面的附若物,有效的女 高鋼板的表面質量,而且呵以使鋼板表面的缺陷顯現出來.比如:鋼板表面的裂紋經拋丸后方可i 邯鋼中板廠熱處理車間拋丸機采用的是青島雙星鑄造機械有限公司Q6932系列拋丸機,凌拋^機不僅生產效率高,而且贊用低。但在實際生產中,拋丸機的拋丸質量不能達到預期效果.拋女I 蘭存在許多缺陷。根據這些問題,我們對拋丸工藝進行了改善。本文由青島青工整理。
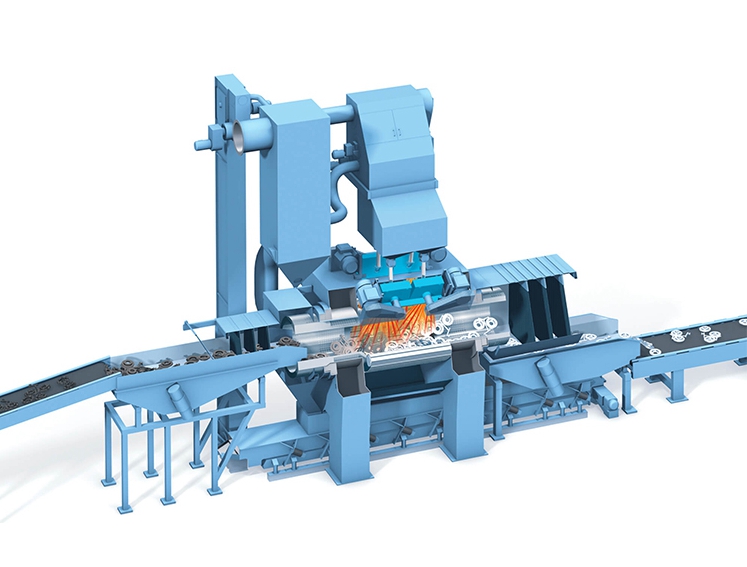
2拋丸機工作原理
鋼板由輥道輸送系統送至封閉的拋丸清理室進行拋丸清理,利用拋丸器將彈丸(鑄鋼丸或鋼絲日 丸)加速拋射至鋼板表面,對鋼板表面進行沖擊,刮削以清除部分鋼板表面的氧化皮、鐵銹和污瓤 之后*先利用滾掃和收丸蝶旋清掃一次。再利用橫掃機構清理彈丸,較后由高壓風機分n口后兩道風# 將鋼板上殘留的個別彈丸和浮塵吹掃干凈:徹底除銹后的鋼板通過輸出輥道送出。

3存在的問題和解決方法
拋丸機實際生產中出現許多問題.拋丸后的鋼板出現一片一片拋不干掙,拋丸后鋼板有小鋼珠粘在鋼板表面;拋丸鋼板表面除銹等*不能達到SA2.5的要求等。這些都是由拋丸工藝的不確定帶 影響拋丸機表面質量的工藝因素很多。我們列出來主要因素分析并解決:a拋丸機彈丸量的多少不確定 拋丸機的彈丸量多少受兩個因素的限制,一是拋丸料倉的大小:二是拋丸器功率的大小。 拋丸機的料倉容量約為30噸,但拋丸時經常會發生由于丸料過多,導致拋丸器堵塞,影響拋丸 l命,因此。我們在實際生產中將丸料加到料倉不大于25噸。在實際生產中裝料20噸,這樣才 能保證拋丸表面質量。 拋丸器的較大功率是75h.顯示在操作面板上的電流是lOOmA.只有拋丸器的電流達到lOOmA 吼才能說明拋丸器在正常工作。 b拋射速度、拋射角度 鋼丸的拋射速度是由拋丸器的功率決定的。這個拋射的較大速度是個定值。對于強度不大的 镕扳.如果拋丸速度過大會造成丸料粘入或鑲嵌到鋼板表面。實際生產中將拋丸器的拋射速度定 &78m/s,這樣拋丸的效果較好。 拋射角度(拋射的鋼丸與鋼板表面的角度)也是影響鋼板表面質較的重要因索,根據實際生產 *況和拋丸室條件限制。拋射角確定度為45。, c拋丸輥道速度不確定 拋丸輥道速度是拋丸機重要的工藝參數.需要經過不斷的實踐來確定。
下圖為鋼板在不同速度下拋丸的的產量和表面的質量

圖(1)是進入拋丸機前的鋼板的表面情況,從圖中只能看見大量紅褐色的氧化皮和鐵銹辮}著在鋼板的表面。大部分進入常化爐的鋼板的表面就是這樣,這就容易將氧化皮帶入爐內而形成輥璣
圖(2)是拋丸機拋丸滾到速度為5m/min時鋼板表面,從圖中可以看出鋼板襲面褐紅色的氧化 皮基本上被清除干凈,有的地方還有閃亮的金屬光澤,但是附著在鋼板表面的頑同的氧化皮仍然 有清除干凈。不能達到Sa2.5的標準。
圖(3)是拋丸機輥道速度為3m/min的速度下拋丸后鋼板的圖片,從上圖可以看出,鋼鐵表 無可見的油脂、污垢、氧化皮、鐵銹和油漆層等附著物,該表面應顯示均勻的金屬色澤,金屬表 的紋理清楚。除銹等*達到了sa2.5的要求。
圖(4)是拋丸機拋丸輥道速度為1.86m/rain時鋼板拋丸后的表面,從圖中我們可以看出,幫《 的表面氧化物和鐵銹被完全徹底的清除,鋼板上沒有可見的油漬和污漬,呈現鮮亮的金屬色澤, 屬紋理清晰可見除。除銹等*完全達到了要求。 從上圖可以得知,拋丸的速度為1.86m/rain時拋丸后鋼板的表面質量較好,3m/min時次乞 5m/rain時表面質量較差。
4影響拋丸表面質量的其他因素
4.1在上料前檢查鋼板表面不能有結疤、開裂、翹皮等明顯缺陷。 鋼板火切后的流渣和軋制時鋼板板頭翹皮。在生產時發生過這兩樣東西在拋丸時掉八拋丸器中 打碎拋丸機的葉輪,所以在拋丸前應該對鋼板表面進行清理和檢查工作,防止這倆樣東西帶入拋丸
4.2拋丸后的鋼板表面存在未清掃干凈的鋼丸,在下料時要清掃干凈,防止在矯直機時壓A銅頓遺成表面質量問題。
4.3不平度超過lOOm的鋼板是好不要拋丸,這樣會撞壞輥刷托架。而且也不利于鋼丸的清掃。
4.4拋丸前鋼板的溫度要控制在45度以下,防止鋼丸打到鋼板表面形成凹坑。這種問題在生產中璺 常出現,嚴重影響了鋼板的表面質量。
4.5拋丸鋼丸經過一段時間后要更換.否則破碎的鋼丸會形成粉末狀,嚴重影響拋丸質量
5總結
拋丸工藝: (1)拋丸丸料量為20-25噸 (2)每個拋丸器工作電流不小于70mA (3)拋丸輥道速度1.86m/rain為較佳拋丸速度。但為了滿足生產節奏,一般選取可以達賺 銹等*的較低拋丸速度3m/rain。 拋丸機工藝改進后,鋼板表面質量得到了很好的控制,大大減少了熱處理車間因鋼板表面靴 皮帶入而引起的輥印.使熱處理車間頻發的表面質量異議幾乎消失,同時可以對鋼板進行表面質戤 驗,也為Q69系列丸機工藝的確定提供了范例。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號