廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")
由于噴射泵內(nèi)部流體流動(dòng)屬于高雷諾數(shù)的強(qiáng)湍流流動(dòng),當(dāng)雷諾數(shù)很大時(shí),容易在流場中形成不規(guī)則運(yùn)動(dòng),而且在理論研究和數(shù)值模擬過程中,并未對流場中的漩渦等情況加以考慮。而且在數(shù)值模擬時(shí)為了方便計(jì)算、對許多實(shí)際條件加以約束,在噴射泵的制造加工過程,還存在制造誤差等問題,所以很有可能數(shù)值仿真得到結(jié)果與實(shí)際試驗(yàn)的結(jié)果存在一定的差異。為了驗(yàn)證上一章節(jié)數(shù)值仿真得到的部分結(jié)構(gòu)參數(shù)對噴射泵工作效率以及鋼砂吸入量的影響結(jié)果,所以需要進(jìn)行相關(guān)的試驗(yàn)研究。
1、試驗(yàn)裝置與方法:
1.1、鋼丸液力輸運(yùn)試驗(yàn):
1.2、試驗(yàn)裝置:
由于經(jīng)濟(jì)和實(shí)際操作不方便等原因,在鋼砂液力輸運(yùn)的試驗(yàn)中,鑄造不同結(jié)構(gòu)參數(shù)的噴射泵所需要的費(fèi)用較大,而且在實(shí)際過程中,拆卸和安裝噴射泵非常不方便,所以在實(shí)際試驗(yàn)過程中只能通過更換不同尺寸的噴嘴后,觀察供砂桶中鋼砂與水的混合物的體積變化情況,來驗(yàn)證上一章節(jié)中數(shù)值仿真的結(jié)果。其中為噴射泵提供工作液體的水泵其性能參數(shù)如表5.1所示。
")
表5. 1水泵性能參數(shù)
2、試驗(yàn)方法:
在試驗(yàn)剛開始,*先將存砂桶中清理干凈,并關(guān)緊存砂桶底部的管夾閥,然后往存砂桶中加入定量的鋼砂和水。同時(shí)將供砂桶清理干凈,并關(guān)緊供砂桶底部的三個(gè)管夾閥。較后打開水泵為噴射泵提供工作液體。
快速地將存砂桶底部的管夾閥完全打開,然后開始計(jì)時(shí),當(dāng)供砂桶中鋼砂與水的混合物達(dá)到設(shè)定的體積之后,停止計(jì)時(shí),并計(jì)算一共使用的時(shí)間。在這個(gè)過程中,需要向存砂桶中加入鋼砂和水,來使得噴射泵吸入口的條件基本不發(fā)生變化。
3、拋丸試驗(yàn):
3.1.試驗(yàn)裝置:
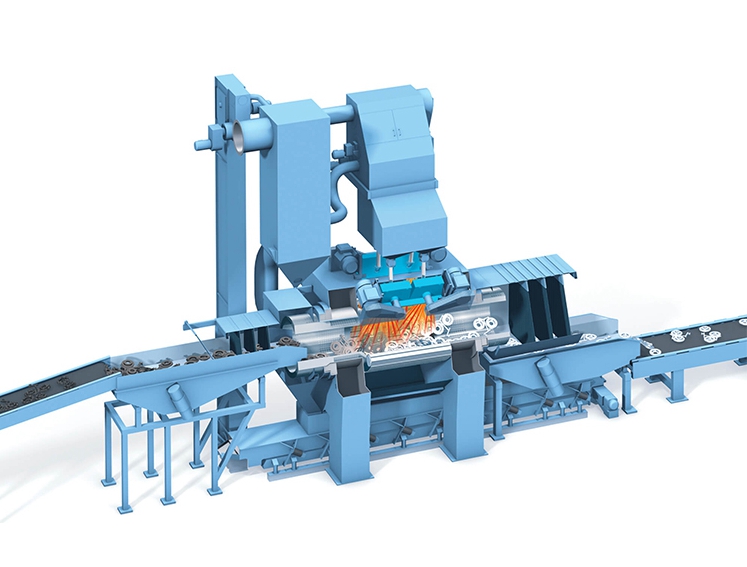
如下圖所示,此次拋丸試驗(yàn)所涉及到的裝置主要有供砂桶、管夾閥、拋丸器、拋丸室、帶鋼移動(dòng)系統(tǒng)、噴射泵、水泵、螺旋輸送機(jī)、鋼砂輸送管路、電氣控制系統(tǒng)。
裝置")
圖5. 3拋丸試驗(yàn)裝置
在試驗(yàn)開始時(shí),先關(guān)緊供砂桶底部的管夾閥,然后打開水泵和噴射泵,將鋼砂輸送到供砂桶中,在工作一段時(shí)間以后,打開拋丸器。當(dāng)拋丸器達(dá)到設(shè)定轉(zhuǎn)速之后,打開供砂桶底部的管夾閥,使得鋼砂與水的混合物以一定流速進(jìn)入拋丸器。當(dāng)流速均勻時(shí),打開帶鋼移動(dòng)小車,帶鋼以0.2m/s的速度運(yùn)動(dòng)至拋丸室,觸碰到行程開關(guān)后,在拋丸室中停留約10s中后返回到起點(diǎn)。在拋丸室底部堆積的鋼砂、水、氧化皮等混合物受到重力的作用,逐漸流入螺旋輸送機(jī)中,打開螺旋輸送機(jī)之后,使得整個(gè)試驗(yàn)系統(tǒng)能夠往復(fù)循環(huán),不間斷的工作。
3.2、試驗(yàn)鋼砂及帶鋼樣板的選擇:
一般鋼板拋丸使用的磨料有三種,分別是鋼絲切丸、鑄鋼丸和鋼砂,具體形貌區(qū)別如下圖所示。
根據(jù)實(shí)際工況要求,本文選用鋼砂作為拋丸器磨料,其主要加工工藝有下面幾部分,*先是將廢鋼或者廢合金鋼放入到中頻爐熔融,之后離心入水造粒,待鋼粒形成之后進(jìn)行干燥處理,之后再進(jìn)行大小篩分,將大小合格的鋼粒篩選出之后再進(jìn)行淬火,淬火完成后將鋼粒壓碎,再進(jìn)行篩選,篩選后直接包裝出廠的為GH鋼砂,篩選后再進(jìn)行回火處理后包裝出廠的為GP, GL鋼砂。
不同種類的鋼砂硬度也有一定的差異,GP鋼砂硬度(HRC)一般為4250, GL鋼砂硬度(HRC)一般為5660, GH鋼砂硬度(HRC)一般為6065。彈丸選擇主要考慮以下幾點(diǎn):
(1)由于鋼砂屬于易耗品,在選擇時(shí)要選用價(jià)格較低且壽命較長。
(2)由于葉片屬于易損件,而對葉片影響較大的是鋼砂,故選擇時(shí)要考慮其對葉片的磨耗。
(3)根據(jù)帶鋼表面處理要求,如帶鋼表面硬度及粗糙度要求,可以根據(jù)下面的參考式(5-1)和式(5-2 )來選取鋼砂。
量直徑計(jì)算公式 鋼砂速度計(jì)算公式")
鋼砂當(dāng)量直徑計(jì)算公式 鋼砂速度計(jì)算公式
(4)當(dāng)彈丸硬度較高,則比較脆,容易破碎,不僅加快消耗量,還容易造成帶鋼表面劃痕;當(dāng)彈丸硬度較低,則容易變形,消耗能量,降低拋丸效果。故選擇時(shí)要考慮彈丸的硬度。

圖5. 4磨料分類
根據(jù)以上綜述,選擇當(dāng)量直徑約為0.5mm左右的GL鋼砂,其SA〔標(biāo)準(zhǔn)型號為G50,由上海某公司提供,具體形貌如圖5.5所示。

圖5. 5 G50鋼砂
圖5.6為G L50鋼砂電鏡掃描圖,由圖可以看出此鋼砂為多棱砂。

圖5. 6 GL50鋼砂電鏡掃描圖
帶鋼選用45鋼,厚度為5mm,如圖5.7所示,密度約為7800kg加3,泊松比約為0.269,彈性模量約為21000E/MPa
用帶鋼鋼板圖")
圖5. 7試驗(yàn)用帶鋼鋼板圖
4、試驗(yàn)結(jié)果與分析:
4.1、鋼丸液力輸運(yùn)試驗(yàn)結(jié)果與分析:
由于試驗(yàn)條件的限制,不能夠通過直接測量的方法測出噴射泵各進(jìn)口和出口的壓力,所以試驗(yàn)中不能對噴射泵的工作效率直接驗(yàn)證。根據(jù)上一節(jié)的研究方法,通過統(tǒng)計(jì)在固定工況下噴射泵將供砂桶裝滿所需要的時(shí)間,從而間接地計(jì)算出鋼砂單位時(shí)間的吸入量。
但是可以通多驗(yàn)證噴射泵在不同結(jié)構(gòu)參數(shù)下鋼砂的實(shí)際吸入量,并與上一章模擬仿真的結(jié)果加以對比。
在試驗(yàn)過程中由于,加工不同尺寸的噴射泵價(jià)格昂貴,且更換噴射泵十分麻煩,所以噴射泵主體的各結(jié)構(gòu)參數(shù)采用上一章中模擬得到的較優(yōu)參數(shù),即喉管收縮角度為250、喉管長度為70mm。試驗(yàn)中主要通過更換噴射泵噴嘴,驗(yàn)證噴嘴到喉管入口的距離和面積比這兩個(gè)參數(shù)對噴射泵鋼砂吸入量的影響,己知供砂桶的體積約為2.8m3。
結(jié)果")
表5. 2試驗(yàn)結(jié)果
通過實(shí)際試驗(yàn)得到的結(jié)果與上一章仿真計(jì)算得到的結(jié)果對比,發(fā)現(xiàn)雖然在實(shí)際單位時(shí)間內(nèi),鋼砂吸入量的實(shí)驗(yàn)值小于模擬值,但是其得到的變化趨勢圖與模擬仿真的結(jié)果趨勢圖具有好的相似性,證明模擬仿真的結(jié)果參數(shù)對實(shí)際噴射泵的鑄造即一定的指導(dǎo)意義。
實(shí)際試驗(yàn)的結(jié)果與模擬仿真得到的結(jié)果存在差異的原因可能有以下幾點(diǎn):(1)在模擬仿真過程中忽略了鋼砂與鋼砂之間的碰撞,實(shí)際試驗(yàn)中,由于鋼砂的體積分?jǐn)?shù)加大,實(shí)際過程中鋼砂與鋼砂之間產(chǎn)生碰撞消耗能量;(2)噴射泵實(shí)際加工過程中,肯定存在加工誤差,而且噴射泵是采用鑄造工藝,內(nèi)部表面的粗糙度較大;(3)實(shí)際試驗(yàn)中管道布置會導(dǎo)致工作流體的動(dòng)能損失;(4)選用的湍流模型可能在流場的局部區(qū)域不適用等。
4.2、拋丸試驗(yàn)結(jié)果分析:
為了驗(yàn)證拋丸器、拋丸室和濕式拋丸工藝的合理性,需要對拋丸后的帶鋼表面質(zhì)量和成分進(jìn)行分析驗(yàn)證。整個(gè)試驗(yàn)裝置的工作參數(shù)如下,鋼砂以50}80m/s的速度擊打帶鋼表面,帶鋼在拋丸時(shí)中的移動(dòng)速度約為0.2m/s,拋丸器單位時(shí)間的拋丸量約為8.5kg/s鋼砂的當(dāng)量直徑約為0.5mm,鋼砂入射角為600。帶鋼經(jīng)過拋丸后的拋打效果如圖5.8所示。

圖5. 8帶鋼表面拋打效果圖
為了進(jìn)一步觀察被拋打后鋼砂形貌變化、帶鋼的表面形貌以元素成分變化,本文中對帶鋼、鋼砂進(jìn)行了電鏡掃描,使用的是日立電子顯微鏡,型號為S-3400N, 未經(jīng)拋打的鋼板和經(jīng)過濕式拋丸的帶鋼表面在顯微掃描電鏡下的表面形貌對比如圖5.10, 5.12所示。

圖5. 10帶鋼原表面形貌圖

圖5. 11帶鋼原表面能譜圖

圖5. 12帶鋼擊打后表面形貌圖

圖5. 13帶鋼擊打后表面能譜圖
根據(jù)上述的形貌圖以及成分圖可以看出,帶鋼在未拋打前與拋打之后表面形貌差異較大,可以明顯地看到在被拋打后的帶鋼表面有各種各樣的凹坑。根據(jù)帶鋼表面的能譜圖5.11和圖5.13可以看出,帶鋼在拋丸后表面的氧元素大幅降低,證明濕式拋丸對氧化皮的去除效果較好,但是氧元素含量并沒有完全降低至零,所以經(jīng)過濕式拋丸拋打后的帶鋼表面需要及時(shí)進(jìn)行防銹處理,以防止二次氧化。
5、本章小結(jié):
1.采用自主設(shè)計(jì)研發(fā)的濕式拋丸試驗(yàn)裝置,通過更換噴射泵中的噴嘴來驗(yàn)證上一章:節(jié)得到的噴嘴到喉管距離對鋼砂吸入量的影響。
2.通過拋丸試驗(yàn),驗(yàn)證了濕式拋丸工藝及裝置的可行性,利用電子顯微鏡對拋丸后的帶鋼表面進(jìn)行觀察,驗(yàn)證了濕式拋丸對帶鋼表面氧化皮有很好的去除效果。
帶鋼表面處理是帶鋼生產(chǎn)過程中的重要工序,目前國內(nèi)普遍采用酸洗工藝或干式拋丸來清除帶鋼表面氧化層。然而,酸洗對環(huán)境和員工身心健康存在較大的威脅。為了降低環(huán)境污染,有效清理帶鋼表面氧化層,本文開展了基于帶鋼表面處理的新型濕式拋丸工藝及設(shè)備的研究,得出如下結(jié)論和成果:
1、開展了濕式拋丸的工藝研究,確定了項(xiàng)目研究的預(yù)期目標(biāo)與技術(shù)方案,提出了實(shí)驗(yàn)平臺的工藝要求及設(shè)備組成。
2、完成了濕式拋丸試驗(yàn)裝置的設(shè)備開發(fā)。設(shè)計(jì)開發(fā)了拋丸系統(tǒng)、鋼砂輸運(yùn)系統(tǒng)、帶鋼移動(dòng)系統(tǒng)、電氣控制系統(tǒng)。在拋丸系統(tǒng)中,研究了與拋丸器的相關(guān)結(jié)構(gòu)和運(yùn)動(dòng)參數(shù),確定了合適的運(yùn)動(dòng)參數(shù),并設(shè)計(jì)了供砂桶和拋丸室;在鋼砂I系統(tǒng)中設(shè)計(jì)了兩種方案,以便于后期的對比和選用;在帶鋼移動(dòng)系統(tǒng)中,根據(jù)現(xiàn)場實(shí)際需求,設(shè)計(jì)了帶鋼牽引裝置、支架、導(dǎo)軌和移動(dòng)小車的工作方案和具體結(jié)構(gòu);在電氣控制系統(tǒng)中,根據(jù)各裝置的控制要求,選擇合適型號的電氣元件,并完成相關(guān)電氣控制方案設(shè)計(jì);較后將各個(gè)系統(tǒng)進(jìn)行總裝和調(diào)試。
3、在鋼砂輸運(yùn)系統(tǒng)中,本文設(shè)計(jì)了兩種鋼砂提升方案,并對比了兩種方案的優(yōu)缺點(diǎn),針對斗式提升機(jī)輸運(yùn)鋼砂存在的一系列問題,確定了采用噴射泵液力方式來輸運(yùn)鋼砂。通過對噴射泵工作原理的研究,論證此方法的可行性,推導(dǎo)了噴射泵的性能方程。完成了液力輸運(yùn)方案設(shè)計(jì)、輸運(yùn)系統(tǒng)中各個(gè)部件安裝布置。
4、針對采用噴射泵液力輸運(yùn)鋼砂的工藝要求,研究了液固二相流相關(guān)理論,通過有限元ANSYS-Fluent對噴射泵內(nèi)部流場進(jìn)行仿真,得出在一定工況條件下噴射泵內(nèi)部各結(jié)構(gòu)參數(shù)(噴嘴出口到喉管入口距離、面積比、喉管長度、喉管收縮角度)對鋼砂吸入量的影響和噴射泵工作效率的影響。發(fā)現(xiàn)了噴嘴出口到喉管入口的距離、面積比、喉管長度對噴射泵工作效率影響較大。利用噴射泵性能方程得到噴射泵在本文工況下較優(yōu)解構(gòu)參數(shù)分別為:噴嘴出口到喉管入口距離為巧mm、較優(yōu)面積比為
4、較優(yōu)喉管長度為70mm、較優(yōu)喉管收縮角度為300
5、通過鋼砂液力輸運(yùn)試驗(yàn),驗(yàn)證了仿真結(jié)果的可靠性,并分析了試驗(yàn)結(jié)果與仿真結(jié)果之間的存在差異的原因,驗(yàn)證了仿真結(jié)果與試驗(yàn)結(jié)果趨勢變化的一致性。通過拋丸試驗(yàn),驗(yàn)證了拋丸器在噴射泵較優(yōu)結(jié)構(gòu)參數(shù)下輸運(yùn)的鋼砂量的情況下,帶鋼鋼板氧化皮去除效果。通過電子顯微鏡,發(fā)現(xiàn)氧化皮的去除效果較好,驗(yàn)證了此工藝參數(shù)的可行性。

版權(quán)所有 青島青工機(jī)械有限公司 備案號:魯ICP備11002530號 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號-4  魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號
青島青工機(jī)械有限公司是一家大型的拋丸機(jī)、拋丸清理機(jī)生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機(jī)、路面拋丸機(jī)、吊鉤式拋丸機(jī)、通過式拋丸機(jī)、噴砂房等設(shè)備。