強化拋丸機的基本類型和工作布置方式

2018-04-12

4803
強化
拋丸機的基本類型和工作布置方式是怎樣的?山東青工是
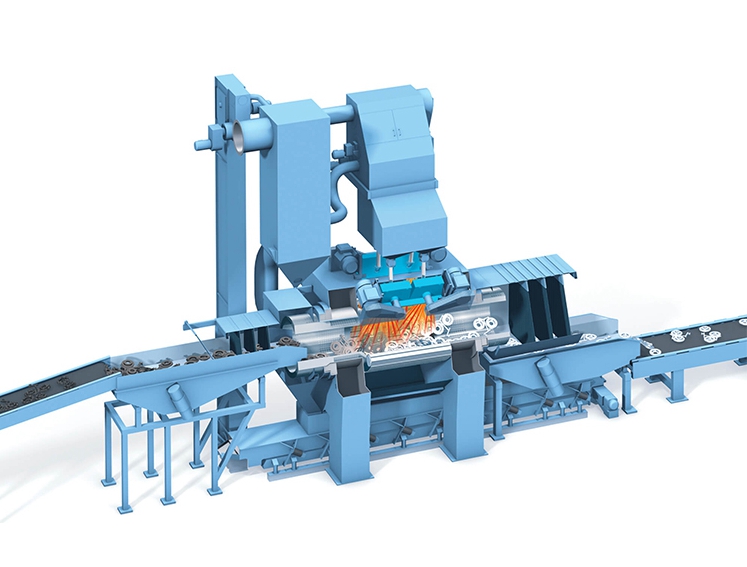
通過式拋丸機專業廠家,拋丸器是齒輪強化拋丸機的投射裝置,作為拋丸介質的鋼丸,利用拋丸器進行加工,拋出時形成一個扇形拋帶投向齒輪表面,使
齒輪得到強化。按拋射帶的利用方式,及按照丸器與工件的相對位置.將拋丸機分為兩種基本類型,且每一種基本類型又可按工件在
設備上的運送方式分為懸鏈通過式和公轉轉臺臺式等;還可按設備上的工件承載方式分為帶自轉吊鉤式和帶自轉小轉臺的等形式。
(1)拋丸器軸線與工件軸線垂直
拋丸器與工件的第一種相對位置是拋丸器軸線與工件軸線垂直,即投射帶的扇形平面通過工件軸線,我國目前使用的強化拋丸機大體上都屬于這一類。適當改變拋丸器安裝基面與工件軸線間的夾角,不僅能噴柱齒輪,也可噴錐齒輪。
按這種方式布置的拋丸機,其整體布局形式應是間歇轉臺式或步移通過式。也就是說,在加工過程中工件相對于拋丸的位置是
固定的。雖然國外有的拋丸機在拋射過程不僅有工件的勻速自轉,還引入慢速公轉,以使齒頂和齒根均勻受拋,但在宏觀上仍屬間歇
轉臺式。按這種布置方式設計的拋丸機.如果設計成邊移、邊轉、邊拋射的形式,齒輪圓周上的輪齒就不能在拋射帶的密集區
受到同時間的拋射,必然產生覆蓋不均的現象。
(2)拋丸器軸線基本與工件軸線平行
拋丸器與工件的第二種相對位置是拋丸器軸線與工件軸線平行,即拋射帶的扇形面與工件回轉軸線垂直。為了擴大加工范圍,也可采用與上一種布置形式類似的方法,將拋丸器軸線與工件軸線之間設計成帶適當的傾斜角,這樣,就可以既噴柱齒輪,又可噴主動錐齒輪。
按這種布置方式設計的強化拋丸機,其總體布局形式應是連續通過式或連續運轉的轉臺式。使用這種拋丸機,工件不是在固定位置噴丸強化,而是處于邊移動、邊運轉、邊拋丸的狀態。彈丸入射角是變化的。當工件離拋丸器*(此字廣告法禁止出現)近時,角度越大,拋丸強度*(此字廣告法禁止出現)大;工件
遠離拋丸器時,不但因入射角減小而使噴丸強度減弱,而且彈丸速度亦隨距離增大而衰減,彈丸直徑越小,衰減幅度越大。但是,如果采用適當的自轉速度,拋丸器定向套開口所對應的中心角較小,適當地提高拋射速度,則齒輪仍能均勻受拋,并能獲得較理想的效果。這種拋丸機在工作時。由于整個扇形拋射帶都參與拋丸強化.加上沒有因輸達裝置的轉位和步移所需要的停止供丸時間,所以加工效率高且節能。它多設計成在輸送裝置上帶自轉小轉臺的形式,一是裝卸方便,特別適合于對軸齒類零件的強化處理。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號