全自動缸體機械手拋丸機工作原理

2018-04-12

4894
某汽車鑄造廠以生產(chǎn)各型號發(fā)動機缸體、缸蓋、曲軸、進排氣凸輪軸和連桿等黑色汽車鑄件為主。該客戶購買的機械手式
拋丸機,主要用于其大馬力柴油機缸體表面型砂清理。
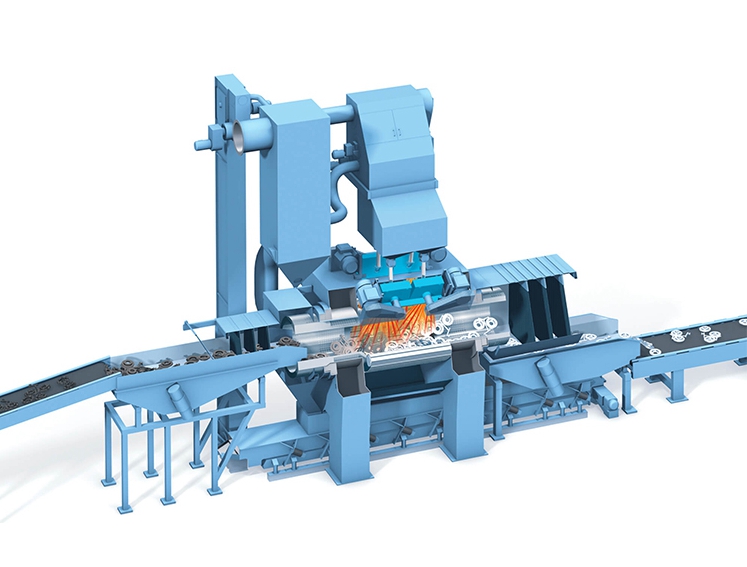
機械手式拋丸機由兩大部分組成,一個是工件進出料系統(tǒng);另一個是拋丸室系統(tǒng)。這兩個獨立系統(tǒng)能確保在拋丸同時,進行其他批工件的裝卸,從而達到連續(xù)、高速的生產(chǎn)。
工件被放置在一個進料輸送輥道上,送入拋丸室。 帶正向停止定位的液壓式定位退桿和氣動式定心擺正裝置確保每個工件的正確裝卡和置位。鑄件被抬升起,送上機械手的卡爪,該液壓控制的卡爪夾持住零件,在PLC程序控制下一邊旋轉(zhuǎn),一邊對其完成拋丸清理工作。拋丸結(jié)束后,鑄件被另一側(cè)的料爪接住,送到出料輥道,送出拋丸室。
專利的拋頭是拋丸機的核心,渦輪的數(shù)量、功率和位置都是特別設(shè)計,且經(jīng)過技術(shù)中心模擬試驗驗證。對于機械手式拋丸設(shè)備,PLC系統(tǒng)控制單元監(jiān)控整個生產(chǎn)過程的諸多環(huán)節(jié),以確保滿足特定的生產(chǎn)要求和工藝規(guī)格。閉路式控制能同步反饋監(jiān)控數(shù)據(jù),保證機器的每個動作都準確無誤、順暢地進行,并能達到高重復(fù)性生產(chǎn)。一個友好界面的觸摸屏,在實現(xiàn)控制功能的同時,可進行程序修改、系統(tǒng)監(jiān)測和出錯診斷及報告。
在拋丸室內(nèi),機械手卡爪夾住工件,按程序設(shè)定的參數(shù),電子控制的磨料艙門打開,磨料就被送料給拋頭,拋輪轉(zhuǎn)動產(chǎn)生的離心力將磨料拋射至零件表面。預(yù)設(shè)的PLC程序控制卡爪轉(zhuǎn)動方式,確保零件的所有表面和孔穴內(nèi)腔都充分曝露在丸流下,被打拋干凈。PLC編程還可實現(xiàn)機械手的連續(xù)旋轉(zhuǎn)或停頓在某一角度,讓該區(qū)域的拋射時間延長。該集中、定點、定向拋射的能力可確保零件內(nèi)部各個復(fù)雜孔穴或通道均被清理干凈。機械手手臂能360度正時針、逆時針旋轉(zhuǎn)或停住,既能靈活地將工件各表面徹底清理,又便于將殘留在內(nèi)孔里的磨料顆粒排離干凈,隨后工件被送出拋丸室,進行自動卸料。


 魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號