懸掛式
拋丸機,大多數(shù)用來對大批量的鑄件清理。在工廠實行變形轉(zhuǎn)軌后,就要經(jīng)常地進行新產(chǎn)品開發(fā),老產(chǎn)品的生產(chǎn)批量一也要受到市場銷售情況的制約。所以生產(chǎn)總是波浪式的。為了使懸掛式拋丸機不僅在大批量生產(chǎn)中可以發(fā)揮作用,就是在批量不多時也能用上,我們對懸掛式拋丸機的設(shè)計進行了新的探討。將連續(xù)式的生產(chǎn)方式,改成為既可對大批量鑄件進行連續(xù)式清理,也可對小批量和單個鑄件進行間歇式清理。
雙行程懸掛式拋丸機修改設(shè)計
一、設(shè)計特點:
原懸掛式拋丸機設(shè)計中,拋頭的位置往往只注意對鑄件上、中、下等各部分都受到拋射鐵丸進行清理為目的。設(shè)有6個拋頭,分成兩個橫放的“品”字形布置。拋頭的間距沒有嚴格的控制’,只要安裝維修方便即可。
在改造為可以間斷式和對單個鑄件也可以進行清理的設(shè)計中,除了滿足上述要求外,拋頭的安裝位置一定要與鑄件掛鉤的節(jié)距相同,或成倍數(shù)。鏈條傳動過程中,使用變速電機。當進行連續(xù)式清理和單件拋丸調(diào)整時用慢速,在單件小批鑄件的拋丸前和清理后的運送就可使用快速,以縮短鑄件空運的時間,提高生產(chǎn)率和設(shè)備的利用率。
二、雙行程連續(xù)、間斷式:
拋丸機的結(jié)構(gòu):
做為掛運鑄件輸送以及傳動裝置,我們是用節(jié)距100mm的套筒鏈,全長sim多,運行速度為0,47m/mi n。掛鉤節(jié)距為800mm,靠齒輪和齒條的嚙合來實現(xiàn)吊鉤的自轉(zhuǎn)。
室殼由鋼架鋼板焊成,內(nèi)墻裝有固定或活動式護板,以延長室殼的使用期限。
室殼和地下漏斗之間,設(shè)計了花格子板,使拋出來的鐵丸由漏斗到振動篩上,送到提升機內(nèi),實現(xiàn)鐵丸的循環(huán)使用。因為拋丸機有6個拋頭,所以地坑全長有6m多,為減少拋丸室兩頭地方的余丸問題,我們將漏斗設(shè)計成三部分。中間鐵丸較多,漏斗斜度就陡些,兩頭鐵丸少斜度就小些,并用管子與中間斗相連,將鐵丸送到提升機內(nèi)。
提升機為吊斗式,出口下部有六角篩。通過六角篩對循環(huán)鐵丸進行分離,以干凈鐵丸加強清理能力的目的。被六刀篩分離出來的鐵丸、砂灰、粗鐵粒分別落入六角篩下的三個斗中,由管道引到鐵丸斗、廢鐵堆和砂灰斗內(nèi)分別進行循環(huán)使用或處理。
拋頭使用改進的Q305型,它分向上拋、向下拋和平拋三個方向。拋頭間的距離為800mm,直徑500mm 轉(zhuǎn)速2250r/mi n,配10kW電機。
掛鉤自轉(zhuǎn)小車是實現(xiàn)懸掛拋丸機由連續(xù)式生產(chǎn)轉(zhuǎn)為單件小批量生產(chǎn)而能順利進行的關(guān)鍵裝置。它由電動機、變速箱、曲柄、連桿、滾子、小車體、齒條、底座等組成。其運動速度為0.413m/mi n,即每分鐘可使掛鉤在原位置上自轉(zhuǎn)1,8圈,以清理鑄件周身的目的。
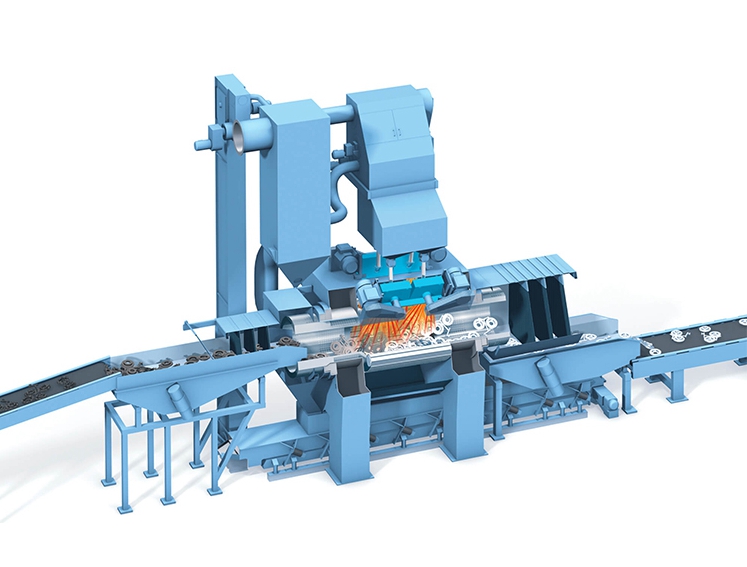
吸塵系統(tǒng)由除塵器和風機組成,它對拋丸機室內(nèi)、斗式提升機下料口、六角篩轉(zhuǎn)動等處的粉塵進行處理,以改善勞動環(huán)境。拋丸機結(jié)構(gòu)如圖1所示。掛鉤自轉(zhuǎn)小車結(jié)構(gòu)如圖2所示。
三、操作特點:
鑄件批量大,適合于雙行程連續(xù)清理時,就可用正常的方法進行拋丸,掛鉤自轉(zhuǎn)小車不要開動。若鑄件不能滿足雙行程的批量時,就要用間斷式的生產(chǎn)方式進行清理,這時輸送鏈條上的第一個鑄件應對準第一個拋頭,以后的每個鑄件就會自動地與拋頭出口相對。然后開動拋頭拋丸,同時開動掛鉤自轉(zhuǎn)小車的電動機,使車上的齒條按0,413mjmin的速度來回運動。掛鉤上的齒輪在齒條的傳遞下正反轉(zhuǎn)運,達到了清理鑄件周身的目的。

圖1拋丸機結(jié)構(gòu)圖
1一鏈條運行軌道;2一斗式提升機;3一六角篩平臺;4一六角篩;5一分丸漏斗;6一砂灰漏斗:7一分丸斗;8一掛鉤自轉(zhuǎn)小車;9一拋頭;10一室殼;11一地下漏斗;12一地坑:13一振動輸送篩:14一振動篩架

圖2掛鉤自轉(zhuǎn)小車圖
1一y132M1一6電機;2一1:23變速箱;3一偏心盤:4一連桿;5一車體;6一承托車體滾子;7一定位滾子;8一自轉(zhuǎn)齒輪;9一固定齒條;10一小車座;11一掛鉤:12一貓頭吊;13一運行軌道
在進行間斷式拋丸時,傳送鏈條的前進速度應以“停一運一停”的節(jié)拍工作。停的時間根據(jù)鑄件的復雜程度而定,運的時間就以鏈條向前運行800mm的距離進行計算,使鑄件第二次與拋頭處于相對位置為準。如此動作,直到鑄件拋完為止。送出拋丸室,完成一批鑄件的清理。
如果是單件,就把這個被拋的鑄件對準任一個拋頭,開動這個拋頭進行清理,同時開動掛鉤自轉(zhuǎn)小車,讓鑄件在這個固定位置上自轉(zhuǎn)清理。
經(jīng)幾年的實踐證明:這種改進是成功的,從而減少了對其他拋丸設(shè)備的考慮,給生產(chǎn)帶來了方便,也節(jié)約了工作場地。
四、存在的問題:
1.這種懸掛式拋丸機有個共同的缺點,當鑄件復雜時,如果內(nèi)腔有死角,易形成兜丸現(xiàn)象,使鑄件拋不干凈,并且?guī)璩鰭佂枋彝庠斐设F丸浪費。
2.當進行間斷式或單件清理時,由于針件少,鐵丸在室內(nèi)亂飛。特別是拋頭對面的墻上,被鐵丸打的機會較多,護板容易磨損。
3。單件式或間斷式清理時,要特另iJ注意鑄件與拋頭出口的位置要恰當。否則,鑄件沒被清理好,反而損壞了設(shè)備。
4.操作比連續(xù)式清理機麻煩


 魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號